3d-Print
- Изготовление корпуса для РЭА авиационного узла из UltraX REC, 20 шт за 3 дня 04.06.2026
Для авиационного узла потребовался корпус для РЭА под конкретный летательный аппарат. Это был новый узел, не замена штатной детали.
Основной барьер был в материале. Для такой партии нельзя было брать первый подходящий пластик: у заказчика было требование к UltraX REC из-за наличия сертификатов. Параллельно нужно было удержать рабочие требования по вибрации и температуре, поэтому задача сводилась не к самой печати, а к управляемому выпуску деталей из заданного материала под конкретное применение.
- Изготовление трубок Вентури из PETG для рукавного фильтра 29.05.2026
Для системы импульсной очистки рукавного фильтра потребовалась партия трубок Вентури взамен недоступных оригинальных деталей. Заказчик передал готовый чертёж. Задача была прикладная: быстро получить рабочую партию без ожидания поставок и без пересборки узла под другую геометрию.
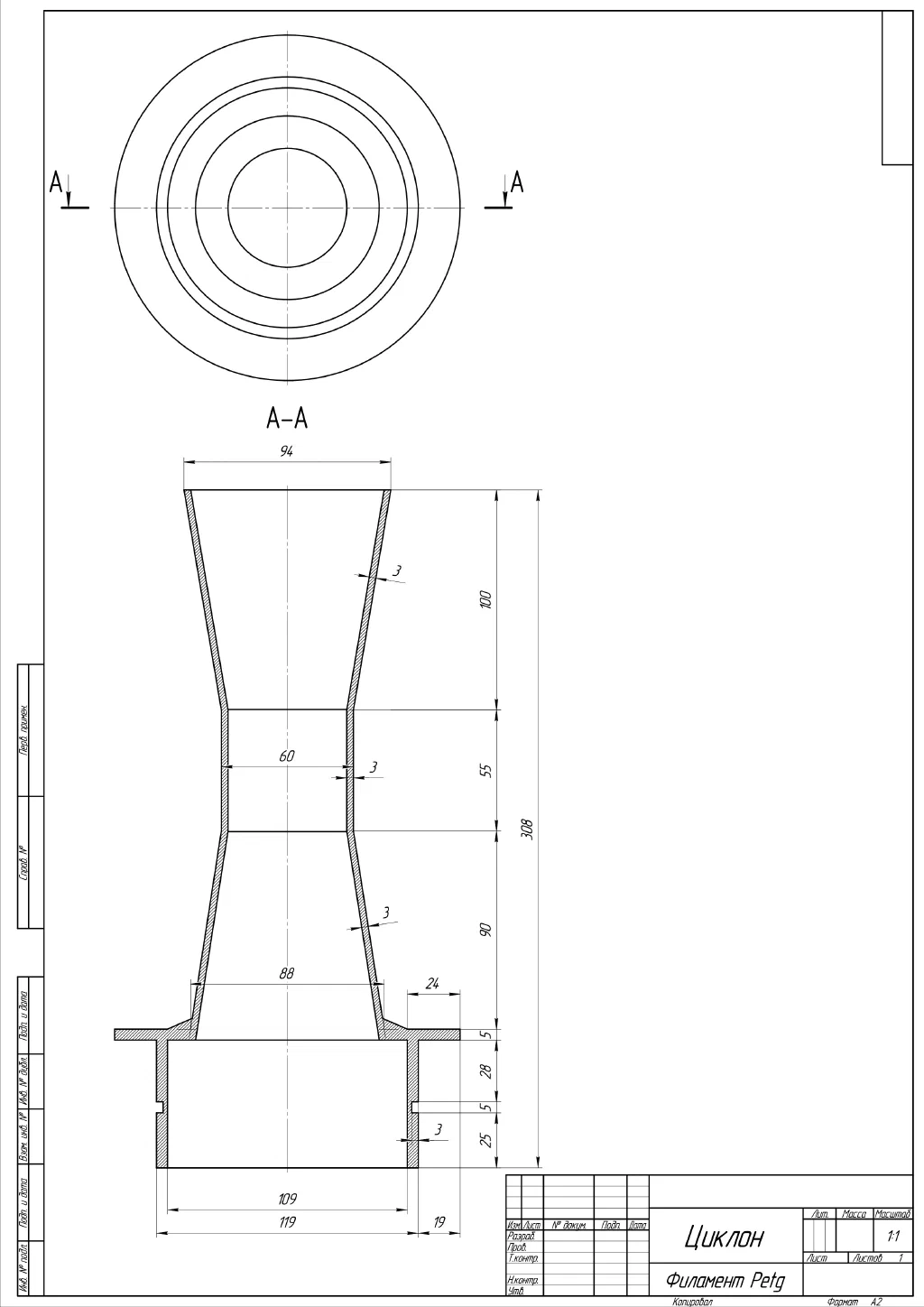
Критичным оставалось соответствие чертежу и выбор материала
PETG. При этом исходную конструкцию пришлось переработать под сам способ изготовления. Деталь сделали сборной, чтобы она помещалась в рабочий объём принтеров. Отдельно доработали геометрию с расчётом на более чистое качество поверхности после печати, потому что для таких узлов это влияет на повторяемость партии и на предсказуемость сборки. - Изготовление уплотнительных прокладок для штуцера из TPU-90A за 1 день 20.05.2026
Заказчику нужны были уплотнительные прокладки для штуцера небольшой партией. Стандартные изделия под задачу не подходили, поэтому требовалось быстро изготовить детали по готовым моделям без запуска отдельной оснастки.
Ключевым требованием была связка твердости и эластичности. Изначально ориентир был на полиуретан с твердостью
40D. Для печати под эту задачу мы подобралиTPU-90A, чтобы получить рабочую геометрию и нужную податливость материала в малой серии.Заказчик передал готовые модели для печати, конструктив не меняли. Это сократило цикл: мы сразу ушли в производство и изготовили
16прокладок, по8штук каждого вида, в течение одного дня. - Изготовление деталей на заказ: толкатель для игровых автоматов из PETG-CF по образцу 08.05.2026
Для парка игровых автоматов с шариком понадобилась замена штатного толкателя. Оригинальная деталь была недоступна, при этом по месту требовалась небольшая коррекция размеров. Простой автоматов был прямым риском, поэтому затягивать с восстановлением узла было нельзя.
В работу взяли образец. По нему восстановили геометрию и скорректировали посадочные размеры без изменения самой конструкции. Дополнительно сделали несколько типоразмеров, чтобы на практике выбрать наиболее подходящую посадку для конкретного узла. Важна была не внешняя копия, а рабочая деталь: узел живёт под ударной нагрузкой, деталь трётся о направляющие, посадка должна оставаться точной.
- Упорное кольцо для мясорубки GASTRORAG HM-22A и моделей 82 мм 04.05.2026
Для профессиональной кухни понадобился вспомогательный элемент для мясорубки
GASTRORAG HM-22Aи совместимых моделей с внутренним диаметром82 мм. Это проставка под конкретную задачу: когда в работе не используют весь комплект ножей, нужно сохранить корректную схему узла и получить нужный результат по продукту.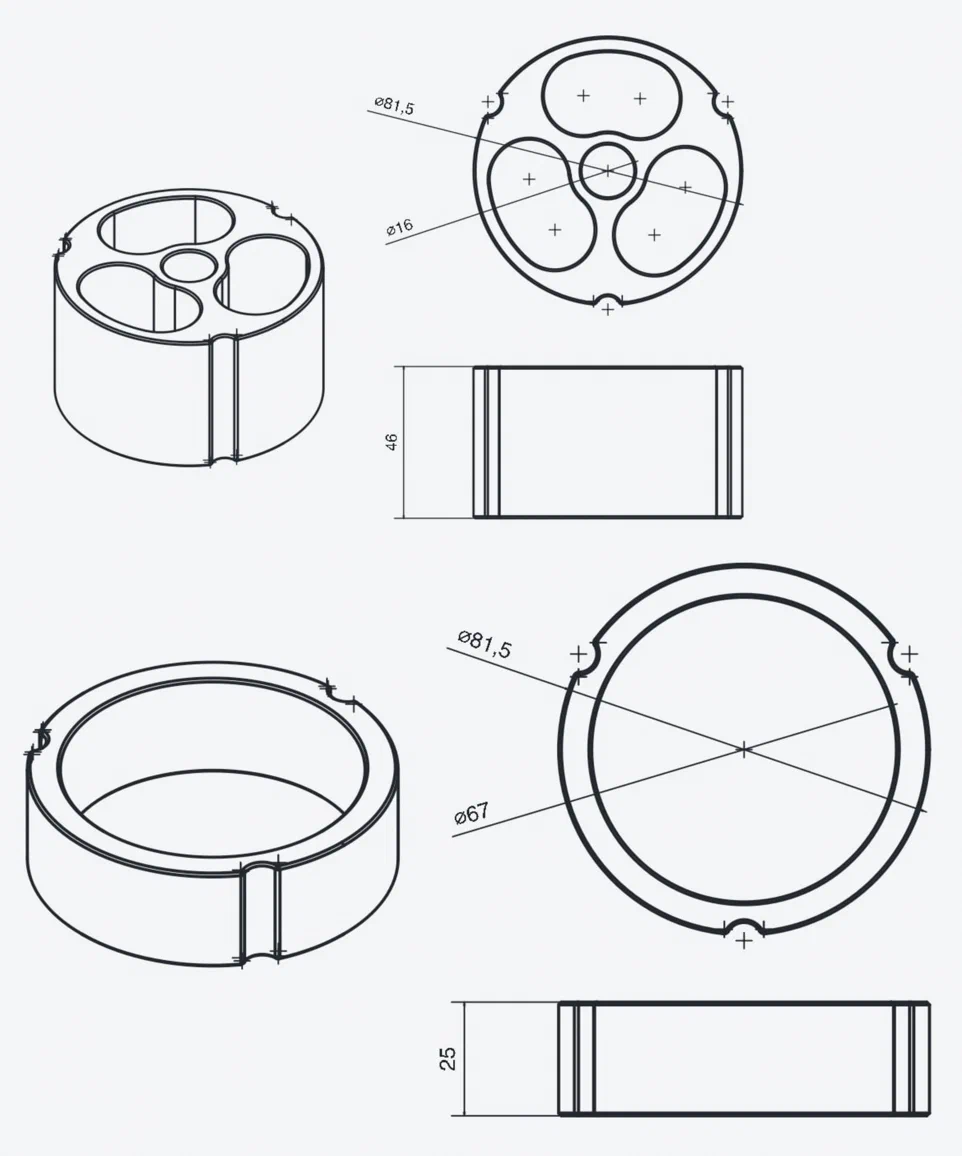
Проблема была прикладная. Без этой детали не удавалось выйти на нужную консистенцию мяса. Дальше оставалось либо продолжать поиск обходного решения, либо отказываться от выпуска определённой колбасы.
- Запуск фаскореза для ПП-труб без пресс-формы: поиск конструкции и выход на маркетплейс 05.03.2026
Предприниматель планировал вывести на маркетплейс собственную версию фаскореза для ПП-труб. На рынке уже присутствовали аналоги, однако требовалась своя геометрия и более удобная форма корпуса. Делать пресс-форму на этапе поиска дизайна было преждевременно: конструкция не была окончательно зафиксирована, а объёмы продаж — подтверждены.

Ключевой риск заключался не в самой технологии, а в инвестиции в оснастку. Пресс-форма требовала бы значительных затрат и лишала гибкости: любое изменение эргономики означало бы доработку или переделку формы. При этом продукт представлял собой пластиковую деталь с трапециевидным лезвием, где именно форма корпуса напрямую влияла на удобство использования. До фиксации геометрии требовались итерации.
- 3D-печатные купоны с рельефным QR-кодом для онлайн-магазина вместо бумажных флаеров 13.02.2026
Онлайн-магазин вкладывал в заказы стандартные бумажные купоны со скидкой. Формально задача решалась — информация до клиента доходила. Фактически значительная часть купонов выбрасывалась вместе с упаковкой, а переходы по QR-коду оставались ниже ожидаемых. Конфликт был не в наличии носителя, а в его воспринимаемой ценности: хочется стимулировать повторную покупку, но типовая полиграфия не удерживает внимание и не создаёт повода сохранить купон.

- Магнитный крепеж для линейных светильников на производственных стеллажах — без пресс-формы 17.01.2026
На производстве требовалось аккуратно закрепить линейные светильники на металлических стеллажах. Готового изделия под нужную геометрию не существовало, а крепление на саморезах было временным и неудобным решением. Инвестировать в пресс-форму на этапе неопределённой конструкции было рискованно.

Мы разработали крепеж из PETG с магнитной фиксацией к каркасу стеллажа и выпустили серию из 20 штук. Конструкция дорабатывалась между итерациями, чтобы обеспечить стабильную посадку и достаточное усилие удержания.
- Срочная замена сломанного кронштейна для промышленного оборудования без перехода к металлообработке 21.12.2025
На промышленном объекте был повреждён пластиковый кронштейн, удерживающий часть оборудования с нагрузкой до 10 кг. Деталь сломалась из-за удара, оригинальную запчасть было трудно оперативно найти, а простой оборудования был критичен. Альтернативой рассматривалась фрезеровка из металла, но стоимость изготовления оказалась экономически неоправданной для ремонтной задачи.

Мы воспроизвели конструкцию штатной детали и изготовили серию кронштейнов из PETG. Материал выбран исходя из достаточной прочности для заданной нагрузки и условий эксплуатации. Конструкция не потребовала доработок узла, что позволило установить изделия без изменения сопрягаемых элементов. Партия была выполнена с запасом, чтобы снизить риск повторного простоя.
- Запуск серийного туристического аксессуара без пресс-формы: 1000 изделий в месяц с возможностью доработки геометрии 05.12.2025
Проект начался с идеи нового туристического аксессуара — насадки-биде, накручивающейся на стандартную бутылку. На рынке отсутствовал локальный аналог, а запуск через литьё в пресс-формы требовал бы значительных инвестиций при неопределённой геометрии изделия. Конструкция зависела от посадки на разные типы бутылок, что создавало риск дорогостоящей ошибки при преждевременной фиксации формы.

Ключевая инженерная задача заключалась в обеспечении плотной и стабильной посадки на распространённые бутылки при сохранении удобной эргономики и компактности. Конструкция несколько раз корректировалась: менялись допуски, профиль резьбы, форма корпуса и общие габариты. Производство организовано как полноценная серийная альтернатива литью — без оснастки, но с повторяемостью партий и контролем геометрии. Использован PLA разных цветов, что позволило протестировать спрос и вариативность без усложнения процесса.
- Импортозамещение крышек масляных фильтров без пресс-формы 21.09.2025
После ухода зарубежного бренда у клиента возник разрыв в поставках крышек для промышленных масляных фильтров. Деталь является уплотняющей, работает под давлением, использует O-ring и должна сохранять герметичность при температуре до 65 °C. Объём — 500–700 изделий в год при номенклатуре 10 SKU (по две детали на позицию). Запуск через пресс-форму требовал значительных инвестиций, которые при таких объёмах экономически не оправдывались. Альтернатива — закупка китайских аналогов — не позволяла контролировать геометрию и качество так, как требовал рынок.